






Savjetovanje o proizvodu
Vaša email adresa neće biti objavljena. Obavezna polja su označena *

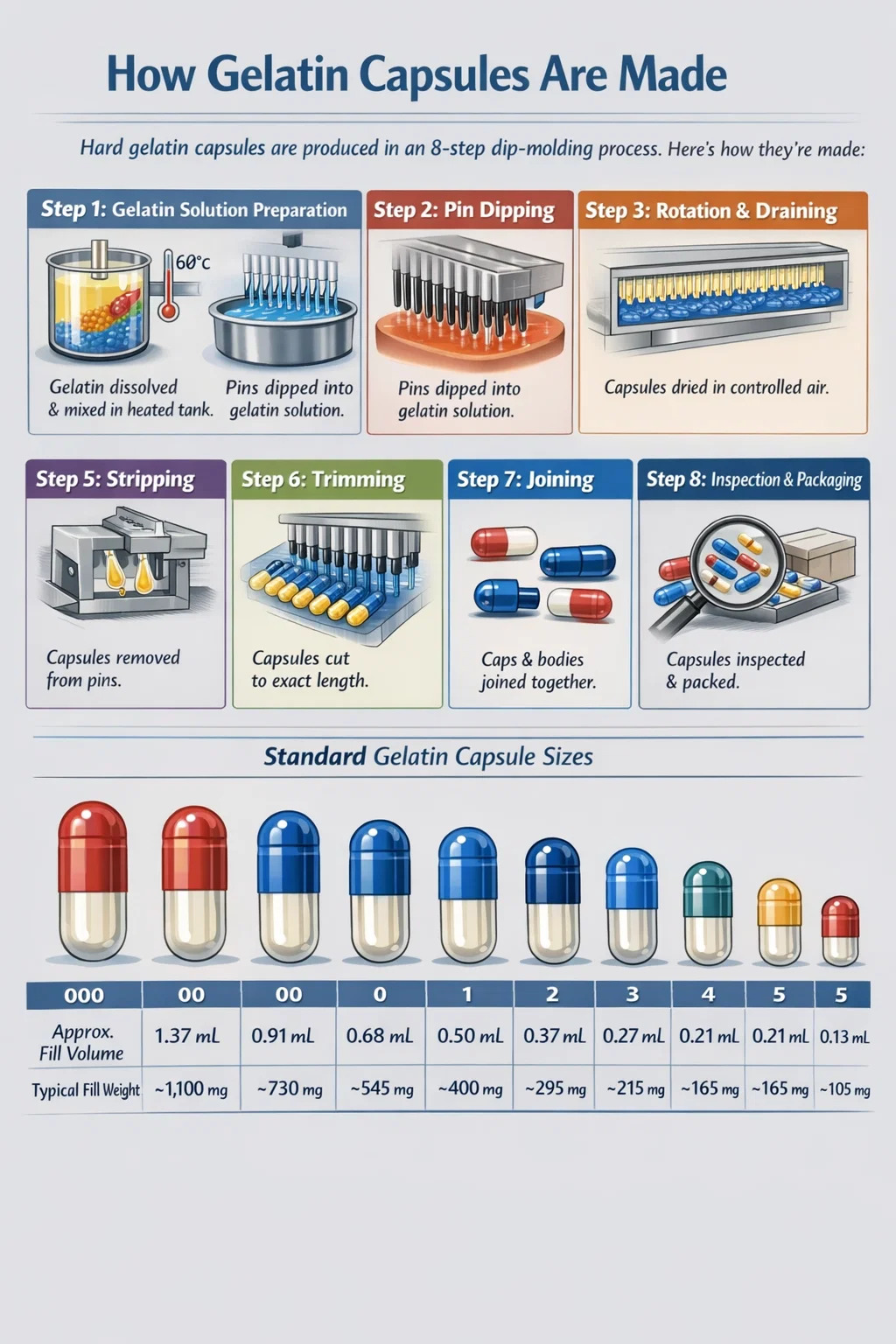
Kapsule – posebno želatinske kapsule – proizvode se postupkom uranjanja u kalup u kojem se precizno konstruirane igle od nehrđajućeg čelika potapaju u želatinsku otopinu s kontroliranom temperaturom, izvlače, suše, skidaju, podrezuju i spajaju u gotovu ljusku. Ovaj se postupak odnosi na tvrde želatinske kapsule (HGC) , koje čine otprilike 70-75% svih kapsula proizvedenih u svijetu. Meke želatinske kapsule (softgels) slijede drugačiju metodu kapsuliranja u rotacijskoj matrici gdje se omotač i materijal za punjenje formiraju istovremeno.
Cjelokupni ciklus proizvodnje tvrdih želatinskih kapsula - od uranjanja igle do gotove ljuske - obično traje 45 do 50 minuta po šaržnom ciklusu na modernoj automatiziranoj liniji, s jednim proizvodnim strojem koji može proizvesti više od milijun kapsula na sat. Razumijevanje ovog procesa ključno je za farmaceutske proizvođače, marke nutraceutika, ljekarne za pripravke i sve koji nabavljaju ili procjenjuju materijale za kapsule.
Želatinska kapsula je ovojnica napravljena prvenstveno od želatine — proteina dobivenog djelomičnom hidrolizom kolagena dobivenog iz životinjskih kostiju, kože i vezivnog tkiva, najčešće goveđeg ili svinjskog podrijetla. Ljuska se otapa u unutarnjoj želučanoj tekućini 3 do 10 minuta , učinkovito otpuštajući svoj sadržaj u probavni sustav.
Želatinske kapsule dominiraju tržištem lijekova i dodataka iz nekoliko mjerljivih razloga:
Dvije osnovne vrste želatinskih kapsula postoje u komercijalnoj proizvodnji: tvrde želatinske kapsule i meke želatinske kapsule. Njihovi su proizvodni procesi bitno različiti, a njihove primjene odražavaju te razlike.
Prije ispitivanja proizvodnog procesa, potrebno je razumjeti ulazne materijale koji izravno određuju kvalitetu ljuske, učinak otapanja i usklađenost s propisima.
Želatina farmaceutske kvalitete koja se koristi u proizvodnji kapsula mora ispunjavati specifikacije navedene u Farmakopeji Sjedinjenih Država (USP), Europskoj farmakopeji (Ph. Eur.) i Japanskoj farmakopeji (JP). Ključni parametri kvalitete uključuju:
Ljuske od čiste želatine bile bi previše krte za praktično rukovanje. Dodaju se plastifikatori za uvođenje fleksibilnosti. Za tvrde kapsule, sadržaj plastifikatora je minimalan (ispod 1-2%). Za meke želatinske kapsule, koncentracija plastifikatora je puno veća - obično 20–30% formulacije ljuske . Najčešći plastifikator je glicerin, a sorbitol se koristi u aplikacijama osjetljivim na vlagu.
Titanijev dioksid se koristi kao sredstvo za zamućivanje kako bi se spriječila svjetlosna degradacija fotoosjetljivih materijala za punjenje. Odobrena bojila (FD&C boje, željezni oksidi, prirodni pigmenti kao što su annatto ili karmin) ugrađuju se u otopinu želatine prije uranjanja. Jedna ovojnica kapsule može sadržavati 0,01% do 2% w/w titan dioksida ovisno o potrebnoj razini neprozirnosti.
Pročišćena voda (u skladu sa standardima USP ili Ph. Eur.) primarno je otapalo za otapanje želatine. Otopina želatine koja se koristi za umakanje obično sadrži 30–40% w/w krutine želatine otopljene u vodi , održavana na 50–60°C kako bi se otopina održala na odgovarajućoj viskoznosti za uranjanje.
Neki proizvođači dodaju antimikrobne konzervanse niske koncentracije kao što je sumporov dioksid (SO₂) u želatinsku masu kako bi spriječili kontaminaciju mikrobima tijekom obrade. Dopuštena razina u gotovoj želatini obično nije veća od 50 mg/kg po Ph. Eur. tehnički podaci.
Proizvodnja tvrdih želatinskih ovojnica kapsula slijedi strogo kontrolirani slijed koraka. Svaka faza odvija se unutar namjenskog dijela automatiziranog stroja za izradu kapsula (kao što su oni koje proizvode Capsugel, ACG ili Qualicaps). Ovdje je detaljan pregled svake faze:
Granule želatine farmaceutske kvalitete važu se i otapaju u pročišćenoj vodi pomoću posude za miješanje s omotačem i kontroliranim zagrijavanjem. Rješenje se dovodi do 60-70°C uz stalno miješanje 2-4 sata dok ne postane potpuno homogeno. Tijekom ove faze dodaju se bojila, sredstva za zamućivanje i sve pomoćne tvari. Konačna otopina se degazira pod vakuumom kako bi se uklonili mjehurići zraka koji bi inače stvorili rupe u gotovoj ljusci. Otopina se zatim prenosi u spremnik gdje se održava temperatura 50-55°C kako bi se spriječilo prerano želiranje uz održavanje točne viskoznosti za uranjanje.
Srž proizvodnje tvrdih kapsula je proces kalupljenja uranjanjem. Igle od nehrđajućeg čelika ili mesinga — precizno strojno obrađene prema točnim dimenzijama svake veličine kapsule (veličina 000 do veličine 5, s odgovarajućim volumenima od 1,37 mL do 0,13 mL) — raspoređene su u šipke koje drže stotine iglica svaka. Ove igle se najprije čiste, pregledavaju i prethodno podmazuju sredstvom za odvajanje (obično mazivo za kalupe na bazi cetrimida ili sličnih sredstava) kako bi se olakšalo uklanjanje kapsule.
Šipke se zatim umaču u otopinu želatine kontrolirane temperature. Spremnik za uranjanje održava se na 45-50°C kako biste osigurali da želatina ravnomjerno prekrije igle. Igle za tijelo i igle za poklopac uranjaju se zasebno jer imaju malo različite dimenzije — poklopac ima neznatno veći promjer kako bi omogućio tijelu da sklizne unutra i zaključa se tijekom spajanja. Dubina uranjanja i brzina izvlačenja precizno su kontrolirani kako bi se postigla ujednačena debljina stijenke ljuske od 0,09 do 0,12 mm .
Neposredno nakon uranjanja, igle se okreću i polako okreću. Ova rotacija osigurava ravnomjernu raspodjelu želatinskog filma po cijeloj površini igle, sprječavajući skupljanje na vrhu. Tijekom ove faze, višak želatine otječe natrag u spremnik za uranjanje, smanjujući otpad materijala.
Obložene igle prolaze kroz niz peći za sušenje gdje se klimatizirani zrak na precizno kontroliranoj temperaturi i vlažnosti usmjerava preko želatinskog filma. Uvjeti sušenja su tipični 20–25°C uz relativnu vlažnost koja se održava između 30–45% . Prebrzo sušenje uzrokuje pucanje; nedovoljno sušenje ostavlja ljuske mekane i ljepljive. Tunel za sušenje na modernom automatiziranom stroju može biti 30 do 50 metara efektivne duljine , s više zona temperature i vlažnosti, kako bi se postiglo postupno, ravnomjerno sušenje. Ova faza obično traje 30–40 minuta ukupnog vremena zadržavanja tunela.
Nakon što se osuši do odgovarajućeg sadržaja vlage (obično 13–16% w/w u ovoj fazi), polukrute želatinske ljuske se mehanički skidaju s klinova pomoću gumenih čeljusti za skidanje koje hvataju i izvlače ljusku bez izobličenja. Ovo je kritičan korak — sve nepravilnosti na površini igle ili neadekvatno podmazivanje uzrokovat će trganje ili izobličenje na ovom mjestu.
Ogoljene školjke imaju neravni otvoreni kraj (kraj koji je bio na vrhu igle). Precizni rotirajući noževi režu svaku ljusku na točno određenu duljinu. Kapica i duljina tijela tvrde želatinske kapsule standardno su definirani — na primjer, kapsula veličine 0 ima duljinu tijela od 18,0 mm a kapa duljine 11,7 mm (približne standardne dimenzije; točne specifikacije ovise o proizvođaču). Točnost podrezivanja obično je unutar ±0,3 mm.
Obrezana tijela i poklopci dovode se u odjeljak za spajanje gdje su unaprijed zaključani: tijelo klizi u poklopac u položaj za zaključavanje, držeći ih zajedno kao prazne ljuske tijekom rukovanja i operacija punjenja. Prethodno zaključane kapsule mogu se lako odvojiti strojevima za punjenje radi punjenja, a zatim se potpuno zatvoriti nakon što je punjenje završeno. Mehanizam za spajanje koristi vodilice i ekscentrične sljedbenike za guranje tijela u čep na kontroliranoj dubini.
Gotove ljuske prazne želatinske kapsule prolaze kroz automatizirane sustave inspekcije opremljene kamerama i senzorima koji otkrivaju vidljive nedostatke — rupice, dvostruke stijenke, pukotine, udubljenja i nedosljednosti boja. Stope odbijanja na dobro održavanim modernim linijama obično su niže 0,5% . Prihvaćene čahure se skupno pakiraju u višenamjenske vrećice unutar kartonskih kutija i skladište u kontroliranim uvjetima 15–25°C i 35–65% RH za održavanje cjelovitosti ljuske tijekom roka trajanja (obično 3-5 godina).
Tvrde želatinske kapsule proizvode se u standardiziranim veličinama, od kojih svaka odgovara definiranom volumenu punjenja. Odabir ispravne veličine ključna je odluka o formulaciji.
| Veličina kapsule | Približan volumen punjenja (mL) | Tipična težina punjenja (mg) pri gustoći od 0,8 g/mL | Uobičajene aplikacije |
|---|---|---|---|
| 000 | 1.37 | ~1,100 | Visoke doze veterinarskih, nutraceutika |
| 00 | 0.91 | ~730 | Riblje ulje, biljni ekstrakti |
| 0 | 0.68 | ~545 | Najčešća veličina OTC dodatka |
| 1 | 0.50 | ~400 | Farmaceutski Rx proizvodi |
| 2 | 0.37 | ~295 | Formulacije srednje doze |
| 3 | 0.27 | ~215 | Snažni API-ji, pedijatrijski pripravci |
| 4 | 0.21 | ~165 | Lijekovi vrlo visoke potencije |
| 5 | 0.13 | ~105 | Neonatalno i mikrodoziranje |
Meke želatinske kapsule (softgels) proizvode se pomoću proces inkapsulacije rotacijske matrice , koji je izumio Robert Pauli Scherer 1933. Za razliku od proizvodnje tvrdih kapsula, postupkom softgela se istovremeno oblikuje ljuska i inkapsulira materijal za punjenje u kontinuiranom postupku.
Topla želatinska masa (koja sadrži želatinu, plastifikator - obično glicerin i/ili sorbitol na 20-30% težine suhe želatine - i vodu) se širi na ohlađene bubnjeve za lijevanje kako bi se oblikovale kontinuirane želatinske vrpce kontrolirane debljine, obično 0,5 do 1,2 mm debljine . Dvije vrpce se formiraju istovremeno — po jedna za svaku polovicu kapsule.
Dvije želatinske vrpce uvode se sa suprotnih strana u rotacijski mehanizam kalupa koji se sastoji od dva suprotno rotirajuća valjka kalupa. Kako se vrpce skupljaju na matricama, materijal za punjenje (tekućina, suspenzija ili pasta) ubrizgava se iz pumpe za punjenje kroz mehanizam za ubrizgavanje u obliku klina smješten između vrpci. Matrice utiskuju i zatvaraju želatinu oko materijala za punjenje pomoću topline i pritiska - obično 37–40°C na površini matrice — dok istodobno režete kapsulu s vrpce. Ovo proizvodi hermetički zatvorenu kapsulu u jednoj operaciji.
Svježe oblikovane meke gelove sadrže 30-40% vlage i mora se osušiti. Prebacuju se u sušilice rublja — velike rotirajuće bubnjeve s klimatiziranim protokom zraka — gdje se neprekidno vrte tijekom 2–4 sata kako bi se spriječilo lijepljenje i pospješilo ravnomjerno sušenje. Naknadno sušenje na pladnju može se nastaviti 24–48 sati u kontroliranim okruženjima dok školjka ne postigne ravnotežni sadržaj vlage od približno 6–10% w/w .
Punjenje za meku želatinsku kapsulu mora biti tekuće ili polukruto na temperaturama obrade. Materijali koji nisu kompatibilni s softgel punjenjem uključuju:
Kapsule s hidroksipropil metilcelulozom (HPMC) — koje se nazivaju i vegetarijanske ili veganske kapsule — stekle su značajan tržišni udio kao alternativa želatinskim kapsulama, posebno za proizvode namijenjene vegetarijanskim, veganskim, halal i košer potrošačima. Proizvodni proces za HPMC kapsule koristi isti princip uranjanja, ali s bitnim razlikama.
| Parametar | Želatinska kapsula | HPMC kapsula |
|---|---|---|
| Materijal školjke | Želatina životinjskog podrijetla | Polimer celuloze biljnog podrijetla |
| Vrijeme otapanja (želudac) | 3–10 minuta | 15–30 minuta |
| Osjetljivost na vlagu | Visok (lomljiv ispod 12% RH, mekan iznad 65% RH) | Niže — stabilnije u rasponu RH |
| Cijena po jedinici | 0,01 USD – 0,05 USD | 0,03 USD–0,10 USD (približno 2–3× više) |
| Kompatibilnost brzine punjenja | Izvrsno — radi na svim standardnim punilima | Dobro — može zahtijevati prilagodbe brzine |
| Rizik od umrežavanja | Da — aldehidi i reducirajući šećeri mogu umrežiti ljusku | Ne — nije osjetljiv na unakrsno povezivanje |
| Dijetetska prikladnost | Nije prikladno za vegane/vegetarijance | Prikladno za sve prehrambene preferencije |
Jedan od praktično najznačajnijih izazova u proizvodnji i formulaciji želatinskih kapsula je ljuska cross-linking — kemijska reakcija u kojoj spojevi koji sadrže aldehid (iz pomoćnih tvari, materijala za punjenje ili pakiranja) reagiraju s amino skupinama u lancima proteina želatine, stvarajući kovalentne veze koje čine ljusku krutom i otpornom na otapanje.
Umrežene želatinske ljuske mogu proći početno testiranje otapanja, ali nakon toga neće uspjeti 3–6 mjeseci skladištenja , stvarajući ozbiljan rizik bioraspoloživosti koji se često ne otkrije dok studije stabilnosti ne budu u tijeku. USP dvoslojni test otapanja posebno je razvijen za rješavanje ovoga: kapsule koje ne zadovoljavaju standardne kriterije otapanja ponovno se testiraju u prisutnosti enzima (pepsina ili pankreatina) kako bi se utvrdilo je li uzrok unakrsno povezivanje.
Poznati okidači za umrežavanje u sustavima želatinskih kapsula uključuju:
Strategije ublažavanja uključuju zamjenu laktoze nereducirajućim šećerima (npr. manitolom ili mikrokristalnom celulozom), korištenje sredstava za sušenje i inertnih plinova u prostoru za pakiranje, odabir HPMC kapsula za formulacije osjetljive na aldehide i provođenje ubrzanog ispitivanja stabilnosti na 40°C/75% RH 6 mjeseci kao standardni protokol.
Proizvođači kapsula koji opskrbljuju farmaceutsku industriju moraju poslovati pod cGMP (trenutna dobra proizvođačka praksa) propisima definiranim u FDA 21 CFR dijelovi 210/211 (SAD), EudraLex svezak 4 (EU) ili ekvivalentnim nacionalnim smjernicama. Režim kontrole kvalitete za proizvodnju želatinskih kapsula obuhvaća nekoliko dimenzija:
Osim standardnih tvrdih i mekih želatinskih kapsula, industrija kapsula razvila je specijalizirane varijante za ispunjavanje specifičnih zahtjeva za isporuku lijekova. Te se modifikacije uvode ili tijekom proizvodnje školjke ili kao tretmani nakon proizvodnje.
Standardne želatinske kapsule brzo se otapaju u želučanoj kiselini (pH 1–2). Za lijekove koji su kiselo-labilni ili se moraju dostaviti u crijeva, želatinske kapsule se nakon punjenja oblažu crijevnim polimerima kao što su hidroksipropil metilceluloza ftalat (HPMCP), celuloza acetat ftalat (CAP) ili Eudragit L100 . Ovi omotači ostaju netaknuti pri želučanom pH ispod 5,0, ali se otapaju pri crijevnom pH iznad 5,5–6,0, omogućujući ciljano oslobađanje iz crijeva.
Tvrde želatinske kapsule mogu se puniti tekućim ili polukrutim formulacijama — tehnologija koja premošćuje jednostavnost proizvodnje tvrdih kapsula s prednostima bioraspoloživosti koje se tradicionalno povezuju s mekim gelovima. Tekuća punjenja za tvrde kapsule moraju biti nevodeni ili sadrže manje od 10% vode kako bi se spriječilo omekšavanje ljuske. Nakon punjenja, kapsule su zapečaćene vezivanjem (želatinska traka nanesena oko spoja poklopca i tijela), toplinskim zavarivanjem ili centrifugalnim zavarivanjem. Ovaj format pokazao je posebnu korisnost za poboljšanje bioraspoloživosti slabo topivih lijekova BCS klase II i IV putem sustava za isporuku lijekova na bazi lipida (LBDDS).
Osim HPMC-a, dostupni su alternativni materijali za školjke za specifične primjene. Kapsule Pullulan (napravljene od fermentirane tapioke) nude izvrsna svojstva barijere za kisik — brzine prijenosa kisika približno 10 puta niža od želatine — što ih čini prikladnima za materijale za ispune koji su vrlo osjetljivi na oksidaciju. Kapsule na bazi škroba još su jedna alternativa bez životinjskog podrijetla, ali se rjeđe koriste zbog veće lomljivosti i poteškoća u obradi.
Sama ljuska želatinske kapsule obično se ne koristi za postizanje modificiranog otpuštanja — ta je funkcija obično ugrađena u punjenje (obložene pelete, mini-tablete, granule s kontroliranim otpuštanjem). Međutim, želatinska kapsula idealan je spremnik za smještaj više populacija peleta s različitim profilima otpuštanja. Na primjer, tvrda želatinska kapsula veličine 0 može sadržavati mješavinu kuglice s trenutačnim i 8-satnim produljenim oslobađanjem u jednoj kapsuli, stvarajući dvofazni profil otpuštanja iz jednostavnog koraka proizvodnje.
Prazna želatinska ovojnica kapsule samo je dio priče. Proces punjenja — koji se provodi u farmaceutskim proizvođačima, ugovornim razvojnim i proizvodnim organizacijama (CDMO) ili u ljekarnama za spajanje — jednako je kritičan za kvalitetu konačnog proizvoda.
Industrijska punila za kapsule (proizvođača kao što su IMA, Bosch/Syntegon i MG America) rade na osnovi kontinuiranog ili isprekidanog kretanja. Oni otvaraju unaprijed zaključane ljuske kapsule, pune tijelo dozom praha, peleta ili tekućine, a zatim zatvaraju i izbacuju napunjenu kapsulu. Izlazne stope za brze rotacijske punilice kreću se od 150.000 do 500.000 kapsula na sat . Kontrola varijacije težine postiže se pomoću automatiziranih kontrolnih vaga koje odbijaju kapsule izvan specifikacijske tolerancije, obično ±5% ciljane težine punjenja za punjenje puderom.
Za pripremu malih serija ili kliničku probnu proizvodnju, ploče za punjenje kapsula (Torpac, stroj za kapsule) omogućuju ručno punjenje 50 do 300 kapsula po seriji . Poluautomatski stolni punioci premošćuju jaz, rukovanje 5.000 do 50.000 kapsula na sat i uobičajeni su u malim farmaceutskim operacijama i postavkama za specijalizirane smjese.
Punjenje tvrdih želatinskih kapsula mora se odvijati u kontroliranim okruženjima. Najkritičniji parametar je relativna vlažnost: želatinske ljuske postaju previše lomljive za rukovanje ispod 30% RH a gore premekan i ljepljiv 60% RH . Standardni uvjeti punionice su 20–25°C i 40–55% RH . U vlažnim klimatskim uvjetima, prostorije za punjenje zahtijevaju aktivno odvlaživanje s validiranim HVAC sustavima.
Za farmaceutske tvrtke, brendove nutraceutika i CDMO-e, odabir pravog dobavljača želatinskih kapsula zahtijeva procjenu u nekoliko dimenzija izvan osnovne cijene po tisuću kapsula.
Vaša email adresa neće biti objavljena. Obavezna polja su označena *
Ako želite saznati više o našim proizvodima, slobodno nas kontaktirajte i mi ćemo vam pomoći.

